


冲压零件机械冲床
产品分类: 液压冲压机
冲压零件机械冲床就是一台冲压式液压机冲床,也叫钢板深喉冲床。在国民生产中,冲压工艺由于比传统机械加工来说有节约材料和能源,效率高。...
订购热线:18306370868

冲压零件机械冲床就是一台冲压式液压机冲床,也叫钢板深喉冲床。在国民生产中,冲压工艺由于比传统机械加工来说有节约材料和能源,效率高,对操作者技术要求不高及通过各种模具应用可以做出机械加工所无法达到的产品这些优点,因而它的用途越来越广泛。冲压生产主要是针对板材的。通过模具,能做出落料,冲孔,成型,拉深,修整,精冲,整形,铆接及挤压件等等,广泛应用于各个领域。如我们用的开关插座,杯子,碗柜,碟子,电脑机箱,甚至导弹飞机……有非常多的配件都可以用冲床通过模具生产出来。冲压零件机械冲床是通用性锻压设备,适用于各种金属板料的剪切、落料、冲孔、成形、弯曲、浅拉伸等多种冲压工艺,是各工业部门冲压生产中的主要设备之一。

冲压零件机械冲床性能特点:
1、冲压零件机械冲床采用铸造床身,吸震性好。整机设计新颖,外观美观,结构紧凑,使用方便,操作安全,钢性好。
2、高精度: 设备主要部件曲轴、齿轮、传动轴等部位均经硬化热处理后在研磨加工都有很高的耐磨性,长期性能稳定,确保了高精度稳定的要求。
3、冲床轻捷式钢制离合器,凸轮式制动器。
4、冲床可方便配合各种冲床周边设备,使用带式制动器,滑块装有压塌式保险器,超载时保险器被压塌,从而保证整机不受损坏。
5、冲床具有通用性强,精度高,性能可靠,便于操作的优点。

40吨冲压零件机械冲床机械冲床为例:
| 项目名称 | 单位 | JB21S-40T |
| 公称力 | kN | 400 |
| 公称力行程 | mm | 6 |
| 滑块行程 | mm | 80 |
| 滑块行程次数 | min-1 | 50 |
| 很大装模高度 | mm | 360 |
| 装模高度调节量 | mm | 60 |
| 滑块中心到机身距离 | mm | 800 |
| 垫板厚度 | mm | 65 |
| 立柱间距 | mm | 400 |
| 工作台尺寸(前后×左右) | mm | 410×630 |
| 滑块底面尺寸(前后×左右) | mm | 235×310 |
| 模柄孔尺寸(直径×深度) | mm | 50×70 |
| 主电机功率 | kw | 4 |
| 外形尺寸(前后×左右×高) | mm | 2160×1250×2350 |
| 整机重量 | kg | 3500 |

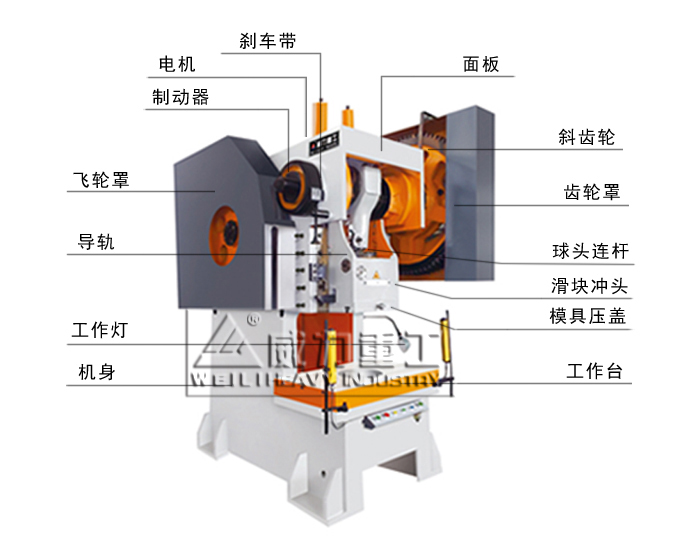
冲压零件机械冲床主要部件介绍:
冲床由机身、动力传动系统、工作机构和操纵系统组成。
1、机身:机身由床身、底座和工作台三部分组成,工作台上的垫板用来安装下棋。机身大多为铸铁材料,而大型冲床采用钢板焊接而成。机身首先要满足刚度、强度条件,有利于减振降噪,保证压力机的工作稳定性。
2、动力传动系统:动力传动系统由电动机、传动装置(齿轮传动或带传动)以及飞轮组成,其中电动机和飞轮是动力部件。在冲床的空行程,靠飞轮自身转动惯量蓄积动能;在冲压工件瞬间受力很大时,飞轮放出蓄积的能量,这样使电动机负荷均衡,能量利用合理,减少振动。有的冲床利用大齿轮或大皮带轮起到飞轮的作用。
3、工作机构:工作机构是曲轴、连杆和滑块组成曲柄连杆机构。曲轴是冲床很主要部分,它的强度决定压力机的冲压能力;连杆是连接件,它的两端与曲轴、滑块铰接;装有上模的滑块是执行元件,很终实现冲压动作。输入的动力通过曲轴旋转,带动连杆上下摆动,将旋转运动转化成滑块沿着固定在机身上导轨的往复直线运动。
4、操纵系统:操纵系统包括离合器、制动器和操纵机构。离合器和制动器对控制冲床的间歇冲压起重要作用,同时又是安全保证的关键所在,离合器的结构对某些安全装置的设置产生直接影响。操纵装置一般采用脚踏开关。

扩展:五金冲压加工是利用冲床及模具将不锈钢,铁,铝,铜等板材及异性材使其变形或断裂,达到具有一定形状和尺寸的一种工艺。五金冲压加工操作方便,生产效率高,易于实现机械化与自动化,是五金制造厂不可缺少的重要生产工艺。下面山东威力重工小编就为大家介绍五金冲压加工工艺流程。

1、备料:不同产品所需的模具材料也有所不同,要根据产品特点选择合适的模具材料,如模柄,上盖板及上公夹,脱料板,下模板,垫板及底板。
2、粗加工:选择好材料后,用铣床对平面及侧面进行初步加工。通常需要用到公夹板,脱料板,下模板及垫板,底板,上盖板及顶料板。
3、细加工:需要用磨床加工平面及四角打直角。将公夹板,脱料板,下模板及垫板研磨平面再打直角,再将底板及上盖板研磨平面即可。
4、划线:将经过细加工处理已经研磨好并打好直角的模具板材放置在划线台上,根据模具制作图纸,用划线高度尺进行划线,往后把划好线的模具板材进行打点,钻孔,攻牙。
5、热处理:将需要热处理的下模板及模块提高硬度的板材经过高温淬火,回火,调质,退火,在进一步精加工,把板材进行研磨平面并打直角,再进行线切割加工。
6、组装试模:选用模架或配套导柱,导套来完成模具组装,并将组装好的模具安装在冲压机床上进行调试冲压,往后将冲出的精密五金冲压件进行测量确认其是否符合产品的要求,完成整个冲压加工




冲压零件机械冲床安全操作注意事项:
1、冲床在开车前应检查主要紧固螺钉有无松动,模具有无裂纹,操纵机构、自动停止装置、离合器、制动器是否正常,润滑系统有无堵塞或缺油。
2、冲床必要时可开空车试验。暴露于冲床之外的传动部件,必须安装防护罩,禁止在卸下防护罩的情况下开车或试车。
3、安装冲床模具必须将滑块开到下死点,闭合高度必须正确,尽量避免偏心载荷;冲床的模具必须紧固牢靠,并经过试压检查。
4、工作中注意力要集中,严禁将手和工具等物件伸进危险区内。小件一定要用专门工具(镊子或送料机构)进行操作。模具卡住坯料时,只准用工具去解脱。
5、发现冲床运转异常或有异常声响,(如连击声、爆裂声)应停止送料,检查原因。如系转动部件松动、操纵装置失灵、模具松动及缺损,应停车修理。
6、每冲完—个工件时,手或脚必须离开按钮或踏板,以防止误操作。
7、两人以上操作时,应定人开车,注意协调配合好。下班前应将模具落靠,断开电源,并进行必要的清扫。
8、冲床具有速度快、压力大的特点,因此采用冲床作冲裁、成型必须遵守一定的安全规程。


冲压零件机械冲床工作中的保养工作:
1、定时用油枪给各润滑点注油。
2、如工件“卡住”在冲模上应停止冲床,及时研究处理。
3、工作时应随时将工作台面上的飞边除去,清除时不要直接用手去取要用钩子或相关工具。
4、做浅拉伸工作时,要注意板料的清洁,并加油润滑之。
5、不要把脚经常放于操纵器的踏板上,以免不注意踩下发生事故。
6、冲床工作时,不要将手插到模具中去,不要再变动冲模上毛坯的位置。
7、发生冲床工作不正常时(如滑块自由下落,发生不正常的敲击声或噪音、成品油毛刺质量不好等)应立即停机进行研究。

|
山东威力重工有限公司
|

|
|






