


一次性冲压成型机
产品分类: 液压冲压机
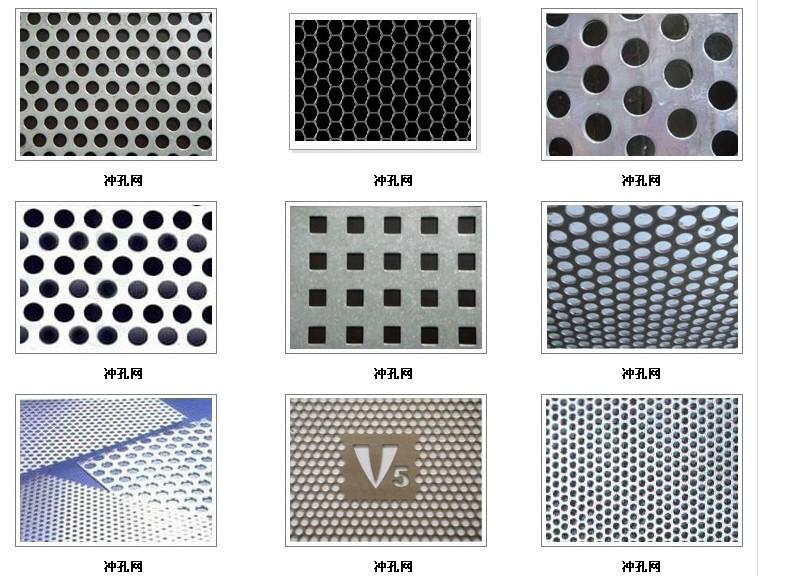
一次性冲压成型机冲压加工是借助于常规或专用冲压设备的动力,使板料在模具里直接受到变形力并进行变形,从而获得一定形状,尺寸和性能的产品零件...
订购热线:18306370868

一次性冲压成型机冲压加工是借助于常规或专用冲压设备的动力,使板料在模具里直接受到变形力并进行变形,从而获得一定形状,尺寸和性能的产品零件的生产技术。板料,模具和设备是冲压加工的三要素。冲压加工是一种金属冷变形加工方法。所以,被称之为冷冲压或板料冲压,简称冲压。它是金属塑性加工(或压力加工)的主要方法之一,也隶属于材料成型工程技术。
冲压所使用的模具称为冲压模具,简称冲模。冲模是将材料(金属或非金属)批量加工成所需冲件的专用工具。冲模在冲压中至关重要,没有符合要求的冲模,批量冲压生产就难以进行;没有先进的冲模,先进的冲压工艺就无法实现。冲压工艺与模具、冲压设备和冲压材料构成冲压加工的三要素,只有它们相互结合才能得出冲压件。

一次性冲压成型机优点:
与机械加工及塑性加工的其它方法相比,冲压加工无论在技术方面还是经济方面都具有许多独特的优点。主要表现如下。
(1)冲压加工的生产效率高,且操作方便,易于实现机械化与自动化。这是因为冲压是依靠冲模和冲压设备来完成加工,普通压力机的行程次数为每分钟可达几十次,高速压力要每分钟可达数百次甚至千次以上,而且每次冲压行程就可能得到一个冲件。
(2) 冲压时由于模具保证了冲压件的尺寸与形状精度,且一般不破坏冲压件的表面质量,而模具的寿命一般较长,所以冲压的质量稳定,互换性好,具有“一模一样”的特征。
(3) 冲压可加工出尺寸范围较大、形状较复杂的零件,如小到钟表的秒表,大到汽车纵梁、覆盖件等,加上冲压时材料的冷变形硬化效应,冲压的强度和刚度均较高。
(4) 冲压一般没有切屑碎料生成,材料的消耗较少,且不需其它加热设备,因而是一种省料,节能的加工方法,冲压件的成本较低。





一次性冲压成型机主要应用:
由于冲压具有如此优越性,冲压加工在国民经济各个领域应用范围相当广泛。例如,在宇航,航空,军工,机械,农机,电子,信息,铁道,邮电,交通,化工,医疗器具,日用电器及轻工等部门里都有冲压加工。不但整个产业界都用到它,而且每个人都直接与冲压产品发生联系。像飞机,火车,汽车,拖拉机上就有许多大,中,小型冲压件。小轿车的车身,车架及车圈等零部件都是冲压加工出来的。据有关调查统计,自行车,缝纫机,手表里有80%是冲压件;电视机,收录机,摄像机里有90%是冲压件;还有食品金属罐壳,钢精锅炉,搪瓷盆碗及不锈钢餐具,全都是使用模具的冲压加工产品;就连电脑的硬件中也缺少不了冲压件。
但是,冲压加工所使用的模具一般具有专用性,有时一个复杂零件需要数套模具才能加工成形,且模具制造的精度高,技术要求高,是技术密集形产品。所以,只有在冲压件生产批量较大的情况下,冲压加工的优点才能充分体现,从而获得较好的经济效益的。
当然,冲压加工也存在着一些问题和缺点。主要表现在冲压加工时产生的噪音和振动两种公害,而且操作者的安全事故时有发生。不过,这些问题并不完全是由于冲压加工工艺及模具本身带来的,而主要是由于传统的冲压设备及落后的手工操作造成的。随着科学技术的进步,特别是计算机技术的发展,随着机电一体化技术的进步,这些问题一定会尽快得到完善的解决。
一次性冲压成型机设计原则:
(1)设计的冲压件必须满足产品使用和技术性能,并能便于组装及修配。
(2)设计的冲压件必须有利于提高金属材料的利用率,减少材料的品种和规格,尽可能降低材料的消耗。在允许的情况下采用价格低廉的材料,尽可能使零件做到无废料及少废料冲裁。
(3)设计的冲压件必须形状简单,结构合理,以有利于简化模具结构、简化工序数量,即用很少、很简单的冲压工序完成整个零件的加工,减少再用其他方法加工,并有利于冲压操作,便于组织实现机械化与自动化生产,以提高劳动生产率。
(4)设计的冲压件,在保证能正常使用情况下,尽量使尺寸精度等级及表面粗糙度等级要求低一些,并有利于产品的互换,减少废品、保证产品质量稳定。
(5)设计的冲压件,应有利于尽可能使用现有设备、工艺装备和工艺流程对其进行加工,并有利于冲模使用寿命的延长。

:

一次性冲压成型机特点:
1、C型开式机身,方便装模与较大尺寸材料的加工。
2、优质钢板焊接机身,均经过回火(或振动时效),抛丸处理,刚性好,精度稳定,刚度明显优于一般机床。
3、曲轴纵置,结构紧凑,曲轴经高频率淬火后磨削处理,光洁度好,转动灵活。
4、矩形六面加长导轨,导向面青铜镶板,导向精度高。
5、采用组合式气动离合器-制动器,进口摩擦材料,使用寿命长。
6、压塌式保险器,超载时可使整机不受损。
7、160吨固定台冲床(高速精密冲床)带式制动器,调整方便。
8、较大喉口深度,适应于大尺寸板材的冷加工。
9、气动双平衡缸,平衡滑块和上模重量,降低冲击和噪音,消除连杆与滑块间隙,减少受力零件冲击与磨损 。 10、整体采用进口PLC集中控制,气路选用进口安全双联阀控制,可实现点动、寸动、单次和连续冲压。
11、滑块、导轨、工作台板、连杆、接套等关键件均采用树脂砂制造,与一般的粘土砂制造相比,改善表面粗糙度1-2级,提高尺寸精度2-3级;
12、进口液压过载保护装置,反应灵敏、动作可靠,可有效保护模具
13、闭式齿轮传动,浸油润滑,传动平稳,噪声小
14、滑块装有气动平衡装置,消除间隙,提高平稳性和精度
15、定时、定点、定量自动润滑,润滑充分,可靠,寿命长
16、采用PLC电气控制系统,安全可靠
17、可选配气垫、光电保护、自动送料和快速换模装置
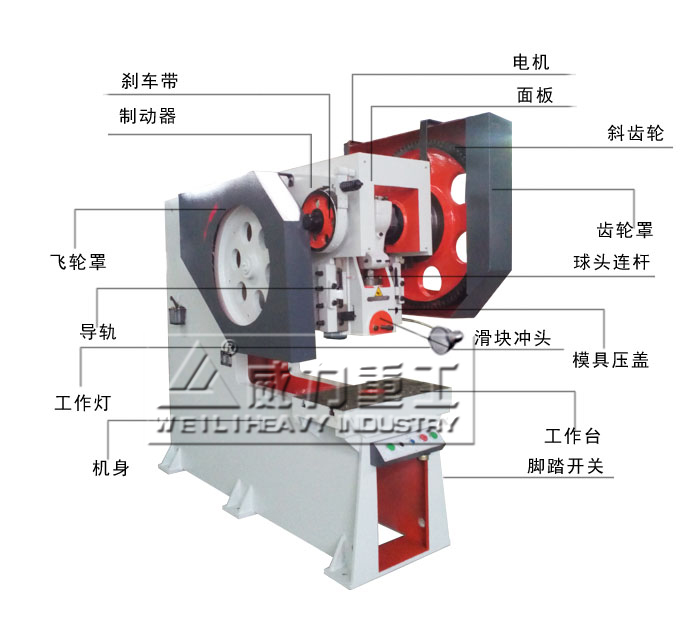
一次性冲压成型机主要部件:
1、床身部分:床身与工作台铸成一体的铸铁件。
2、离合器:成型机不进行工作时,操纵器的凸轮推挡着转键的尾部,使其工作部分的月牙形狐完全陷入曲轴半圆槽内。此时,曲轴空转,滑块停于上死点;成型机工作时,操纵器的凸轮转过一个角度,让开转键尾部,由弹簧作用,转键转动45°,工作部分背部进入中套三个圆槽中的任意一个,离合器处于结合位置,飞轮带动曲轴转动,滑块作上下运动。
3、滑块:在滑块中,与调节螺杆球头接触的球碗下面有压踏式保险器,保证了在超载时不会损坏成型机。打开正面的方盖,可以换保险器。
4、动带:曲轴左端装有一个偏心式制动带,当离合器脱开,克服滑块往复运动的惯性,保证曲轴停在上死点。
5、操纵器:操纵器时控制离合器结合与分离的机构。转换操纵器拉杆的连接位置,可获得单次行程和连续行程两种动作。
一次性冲压成型机的安装:
1、成型机校正平后,装好地脚螺栓,再灌注混凝土,等混凝土完全凝固后,均匀地拧紧地脚螺栓的螺母,再用水平仪复校工作台的水平度,接地线应妥当接好。
2、成型机必须在基础完全凝固后,才能开始工作。
3、成型机安装完毕后,用煤油把冲床表面的防锈油脂洗去,清洁时注意不要损坏油漆的表面,同时清洗各油孔,油路和油标,并保持经常清洗,擦洗时不得使用金属或砂布。


|
山东威力重工有限公司
|

|
|






