


2000吨金属粉末成型机
产品分类: 液压粉末成型机
2000吨金属粉末成型机,主要适用以结构件为主的粉末冶金,机械零件的生产,粉末成型油压机有独立的液压和电器系统,具有浮动压制,使制品成型密度得...
订购热线:18306370868

2000吨金属粉末成型机,主要适用以结构件为主的粉末冶金,机械零件的生产,粉末成型油压机有独立的液压和电器系统,具有浮动压制,使制品成型密度得到有效控制,保护性脱模和一般性脱模两种脱模方式可供选择,电气控制采用PLC可编程控制器,粉末成型油压机液压系统采用先进的插装集成阀,保证液压机连续,频繁的稳定工作。粉末成型油压机配有油液冷却装置。采用按钮集中控制,同时装有机械限位装置,从而保证制品的一致性

山东威力2000吨金属粉末成型机技术参数:




| 技术参数 | YW32-630 | YW32-630A | YW32-800 | YW32-800A | YW32-1000 | YW32-1000A | YW32-1600 | YW32-2000 | |
| 公称力(KN) | 6300 | 6300 | 8000 | 8000 | 10000 | 10000 | 16000 | 20000 | |
| 顶出压力(KN) | 1000 | 1000 | 1800 | 1800 | 2000 | 2000 | 2500 | 2500 | |
| 回程压力(KN) | 1250 | 1250 | 850 | 850 | 1000 | 1300 | 2500 | 2500 | |
| 滑块行程(mm) | 900 | 900 | 900 | 900 | 1000 | 1000 | 1000 | 1000 | |
| 顶出行程(mm) | 350 | 350 | 350 | 350 | 350 | 350 | 350 | 500 | |
| 开口高度(mm) | 1500 | 1500 | 1500 | 1500 | 1500 | 1800 | 1800 | 2000 | |
| 滑块速度(mm/s) | 空程 | 150 | 100 | 120 | 150 | 120 | 200 | 150-200 | 150 |
| 工作 | 4—10 | 8—20 | 5—12 | 10—25 | 5—12 | 5—20 | 5—12 | 4—10 | |
| 回程 | 60 | 100 | 90 | 150 | 90 | 60-150 | 150 | 150 | |
| 顶出速度(mm/s) | 上升 | 80 | 80 | 65 | 65 | 70 | 70 | 50 | 60 |
| 退回 | 240 | 200 | 200 | 150 | 200 | 200 | 100 | 200 | |
| 工作台面有效尺寸 | 左右 | 1600 | 2400 | 1500 | 2400 | 1500 | 2500 | 2500 | 2500 |
| 前后 | 1600 | 1600 | 1500 | 1600 | 1500 | 1800 | 1800 | 1800 | |
| 电机功率(kw) | 60 | 80 | 66 | 30 | 74 | 74 | 90 | 90 |

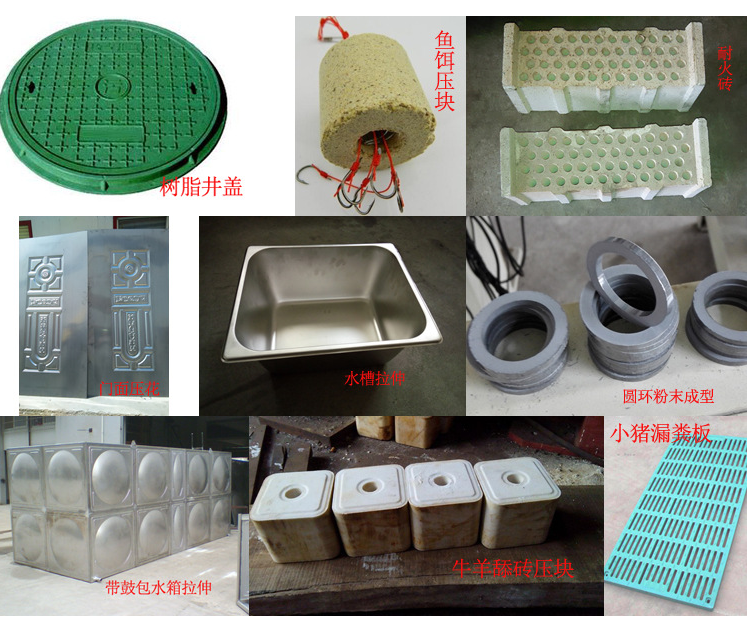
2000吨金属粉末成型机产品用途:
粉末成型油压机是一种新型的油压专用设备。广泛应用于各种金属粉末、磁性粉末、陶瓷粉末、硬质合金制品,药品等的压制成型。目前,粉末成型油压机加工企业所使用的粉末制品压力机,由于那些改制型设备和冲床不能满足高精度、复杂形状粉末制品的加工要求,致使我国粉末制品加工行业和粉末冶金工业的发展缓慢,据相关资料显示,在一些发达国家如美国、日本、欧洲等,其粉末制品在汽车配件中的应用已达到37%,而我国仅达到10%,相差甚远。粉末成型油压机尤其是对高精度、复杂形状的粉末制品市场需求量已呈强势扩大趋势。
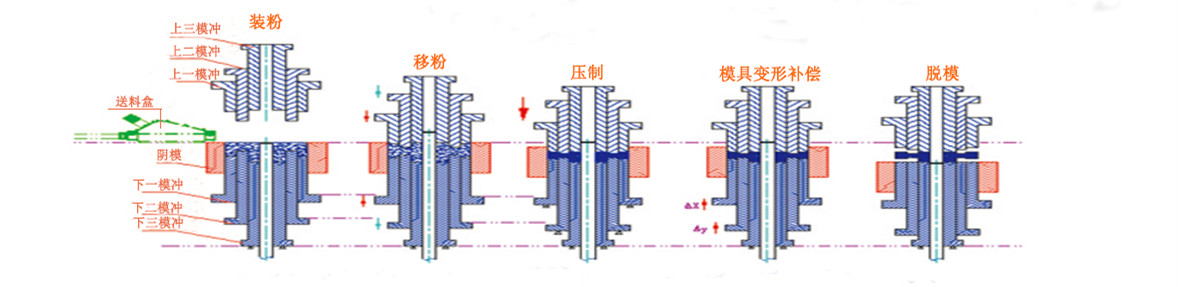
粉末冶金材料是指不经熔炼和铸造,直接用几种金属粉末或金属粉末与非金属粉末,通过配制、压制成型,烧结和后处理等制成的材料,金属粉末压制成型是金属冶金工艺与陶瓷烧结工艺的结合,它通常要经过以下几个工艺过程:

一、粉料制备与压制成型
常用机械粉碎、雾化、物理化学法制取粉末。制取的粉末经过筛分与混合,混料均匀并加入适当的增塑剂,再进行压制成型,粉粒间的原子通过固相扩散和机械咬合作用,使制件结合为具有一定强度的整体。压力越大则制件密度越大,强度相应增加。有时为减小压力合增加制件密度,也可采用热等静压成型的方法。
二、烧结
将压制成型的制件放置在采用还原性气氛的闭式炉中进行烧结,烧结温度约为基体金属熔点的2/3~3/4倍。由于高温下不同种类原子的扩散,粉末表面氧化物的被还原以及变形粉末的再结晶,使粉末颗粒相互结合,提高了粉末冶金制品的强度,并获得与一般合金相似的组织。经烧结后的制件中,仍然存在一些微小的孔隙,属于多孔性材料。
三、后处理
一般情况下,烧结好的制件能够达到所需性能,可直接使用。但有时还需进行必要的后处理。如精压处理,可提高制件的密度和尺寸形状精度;对铁基粉末冶金制件进行淬火、表面淬火等处理可改善其机械性能;为达到润滑或耐蚀目的而进行浸油或浸渍其它液态润滑剂;将低熔点金属渗入制件孔隙中去的熔渗处理,可提高制件的强度、硬度、可塑性或冲击韧性等。
粉末冶金工艺的基本工序是:
1、原料粉末的制备。现有的制粉方法大体可分为两类:机械法和物理化学法。而机械法可分为:机械粉碎及雾化法;物理化学法又分为:电化腐蚀法、还原法、化合法、还原-化合法、气相沉积法、液相沉积法以及电解法。其中应用很为广泛的是还原法、雾化法和电解法。
2、粉末成型为所需形状的坯块。成型的目的是制得一定形状和尺寸的压坯,并使其具有一定的密度和强度。成型的方法基本上分为加压成型和无压成型。加压成型中应用很多的是模压成型。
3、坯块的烧结。烧结是粉末冶金工艺中的关键性工序。金属粉末压制成型后的压坯通过烧结使其得到所要求的很终物理机械性能。烧结又分为单元系烧结和多元系烧结。对于单元系和多元系的固相烧结,烧结温度比所用的金属及合金的熔点低;对于多元系的液相烧结,烧结温度一般比其中难熔成分的熔点低,而高于易熔成分的熔点。除普通烧结外,还有松装烧结、熔浸法、热压法等特殊的烧结工艺。
4、产品的后序处理。烧结后的处理,可以根据产品要求的不同,采取多种方式。如精整、浸油、机加工、热处理及电镀。此外,近年来一些新工艺如轧制、锻造也应用于粉末冶金材料烧结后的加工,取得较理想的效果。
冶金是一种先进的金属粉末压制成型技术,是金属粉末及通过加工压制成型、烧结和必要的后续处理制成机械零部件和金属制品的高新技术。由于其具有节能、省材、高效、环保等诸多优点,已日益受到广泛采用。目前,粉末冶金已经成为有色金属加工领域很具潜力和发展前景的新兴产业。

2000吨金属粉末成型机厂家山东威力重工机场有限公司拥有一支专业从事油压机设计、油压机研发加工与油压机维修服务的技术团队,能够独立完成油压机结构、电气与液压控制系统的设计,并应用现代优化设计理论与分析软件,进行结构受力分析与优化设计,能够自主完成产品的全部油压机加工与组装调试。欢迎来厂考察选购,真诚期待您的来电咨询!


|
山东威力重工有限公司
|

|
|





