

汽车纵梁液压机")
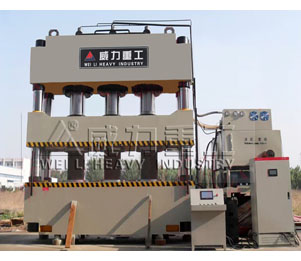
4000吨三梁四柱压力机(YW32-4000T)汽车纵梁液压机
产品分类: 大型压力机定做
载货汽车纵梁的制造工艺主要分为3个工序内容:落料、孔加工和成形加工。其整体制造工艺流程则为上述三种工序内容的部分或全部组合。...
订购热线:18306370868
4000吨三梁四柱压力机(YW32-4000T)汽车纵梁液压机

在车架的主要构成部件中,左右纵梁是整个车架的主体,是汽车其他部件的装配基础,同时也是汽车的关键承载部件。车型的多样化和发动机等核心部件的改型等因素造成车架纵梁的形状、尺寸和孔的大小及数量、分布等都有不同程度的差别,同时由于载货汽车的承重要求造成其纵梁材料一般较厚、尺寸较长(几乎与整车相当),所以载货汽车纵梁的制造工艺极为复杂,其制造成本相对也比较高。
随着汽车工业的飞速发展及科技的不断进步,纵梁的制造工艺及相应工装设备也不断改进和优化。随之涌现出各种柔性化的纵梁制造技术及工艺,汽车纵梁的生产方式逐渐由“单一品种、大批量、小批次”向“多品种、小批量、多批次”转变,本文主要对现代载货汽车纵梁的制造工艺及相应的加工设备做简要论述。
4000吨三梁四柱压力机(YW32-4000T)汽车纵梁液压机制造工艺及装备:
随着汽车工业的日益发展,载货汽车纵梁的数量和品种也不断增加,纵梁的制造工艺和加工设备也不断创新和完善。总体来说,载货汽车纵梁的制造工艺主要分为3个工序内容:落料、孔加工和成形加工。其整体制造工艺流程则为上述三种工序内容的部分或全部组合。
1. 各工序内容及相应加工设备
(1)落料
一般汽车厂直接采购的原材料钢板都是大块板料,需要根据不同的产品将板料加工出所需的形状和尺寸,此工序即为落料。根据加工设备的不同,落料工序主要分为剪切落料、模具落料和切割落料三种形式。
剪切落料的设备是剪板机,根据其加工板料长度的不同,有3m、6m、8m和12m等不同规格;剪板机无需开发模具,在设备规格允许范围内可获得不同厚度、长度和宽度规格的料片;但剪板机只能下矩形料片,只适用于等截面U形梁的生产,对于变截面梁则不适用。
模具落料的设备是大型压力机,一般压力机吨位高达3 000~6 000t,可根据不同产品的需要来设计不同规格的模具进行落料,可用于落异形料片,且生产效率很高。但这种大型压力机以及大型模具的投资费用巨大,若车型稳定、产量又多,模具费用按产量分摊后也较经济。
切割落料的设备主要是各种形式的切割机,如等离子切割机和激光切割机等,可根据需要切割出任意板料外形,柔性化程度很高,但切割效率比较低,且切割质量一般。目前,该工艺方法多用于做剪切落料的补充工序,用以切割出变截面梁板料的不规则外形部分。
(2)孔加工
车架作为整个载货汽车的基体,其上需组装发动机、传动系统、悬架、转向系统等各种部件,这就需要在纵梁上加工所需的装配及定位孔。一般单根纵梁的孔数量多达200~300个,因此,纵梁的孔加工是纵梁制造过程中不可或缺的重要工序内容。根据加工设备不同,孔加工工艺分为3种:钻孔、模具冲孔和数控冲孔。
钻孔的加工设备主要是摇臂钻床、大型数控钻床等,一些中小型载货汽车制造厂家多采用钻模板/摇臂钻划线钻孔工艺,该工艺投资虽低,但工人劳动强度很高,且效率低,制孔精度差,应用逐渐减少,目前主要用于对其他孔加工设备不便加工的孔或漏孔进行补钻。数控钻床虽然柔性化程度较高,但生产效率比较低,应用也不多。
模具冲孔的设备为大型压力机,一般可与前述落料工序同时完成,生产效率较高,但因模具的开发周期较长和费用较大,不利于产品的升级换代。
数控冲孔的设备主要是数控冲孔生产线,是现代比较流行的一种高柔性化、高生产效率、投资较少的新型纵梁孔加工工艺,该项技术在20世纪80年代率先应用于欧洲汽车工业,2000年开始引进我国。生产线主要由上料、对中、送进、冲孔和下料等部分组成,很初的生产线冲孔主机为1台平板冲,其模具结构由转塔式逐渐发展为直列式;后期主机数量由单台增加为多台,冲孔功能也由简单的平板冲发展为三面冲,前者适用于平板上的孔加工,后者适用于U形梁腹面及两翼面共三面上的孔加工,故称为“三面冲”。现在的数控冲孔生产线已经发展为平板冲、平兼腹冲、三面冲以及冲割复合生产线等多样化的结构形式。该生产线的高柔性化,非常适用于目前汽车行业的多品种、少批量的生产组织形式,也促进载货汽车行业走上了快速发展的快车道。
(3)成形加工
成形加工是将板料加工成很终的几何形状,根据加工设备的不同主要分为模具成形、辊压成形和折弯成形。
模具成形是采用大型压力机,与前述落料及冲孔工序类似,可根据产品形状开发相应的成形模具,等截面梁和变截面梁均能加工,适用范围比较广,但不利于产品的更新换代。
辊压成形则是采用辊压专用生产线,是将定宽板材卷料经在线校平、辊压成形和定长切断,使之成为所需的U形等截面梁。辊压成形的柔性化程度非常高,可以在设备技术参数范围内加工不同板厚、腹宽、翼高等多种规格的U形纵梁,但只能加工等截面直形梁。由于辊压生产线的投资较大,且生产线较长,完全打破了原来传统的纵梁加工工艺布局,目前该工艺在汽车制造厂的应用还不是很普遍,部分采用此工艺的汽车企业不是自己加工,而是直接采购钢厂成形好的U形钢材。
折弯成形主要采用折弯机,由于生产效率较低,现在一般与辊压线配合使用,主要用于对U形等截面直纵梁进行前端的弯头折弯加工,即沿纵向折弯成前宽后窄的车架形状,以弥补辊压线的成形缺陷。
2. 工艺流程
载货汽车纵梁的制造工艺流程为上述3种工序内容的部分或全部组合,随着各工序的加工方法及相应工装设备不断更新,各大汽车制造厂也在根据自身实际情况对工艺流程进行同步调整。根据孔加工和成形加工的顺序不同,现代载货汽车纵梁的制造工艺流程主要有以下两种:
(1)成形前加工孔
典型工艺流程为:剪板机剪切落料→(等离子/激光切割不规则外形部分)→模具冲孔/数控冲孔(平板冲)→模具成形。该工艺流程采用剪板机落料、模具成形,下料后的等离子切割工序可根据变截面梁产品的需要以获得端头不规则外形部分,因而能够满足等截面和变截面两种产品结构的生产,生产效率高,适合大批量生产;孔加工方面,模具冲孔和数控平板冲孔两种方式并行存在,前者主要用于少数成熟车型的纵梁产品,后者主要用于变化较快的小批量的纵梁产品。
(2)成形后加工孔
典型工艺流程为:开卷→辊压成形→数控冲孔(三面冲)→(弯曲)。该工艺流程完全打破了原有的生产工艺布局,采用了辊压及三面冲等高柔性化设备,基本不受产品变动的影响,为各种变形产品的问世提供了极为方便的保障。由于辊压及三面冲设备的局限性,该工艺流程主要用于等截面梁的生产,可在线尾增加一套折弯机,将U形等截面直形梁前端沿纵向折成前宽后窄的车架形状。随着纵梁辊压成形工艺及三面冲孔生产线技术的不断成熟,越来越多的汽车制造厂开始选用此类工艺流程。
以上两种工艺流程各有优缺点,前者由于是在平板上进行孔加工,操作比较方便,但孔的精度在成形后容易产生偏差;后者在成形后再加工孔,孔的精度得到了保证,但孔加工的方位由原来的一个面变为三个面,加工工艺比较复杂。



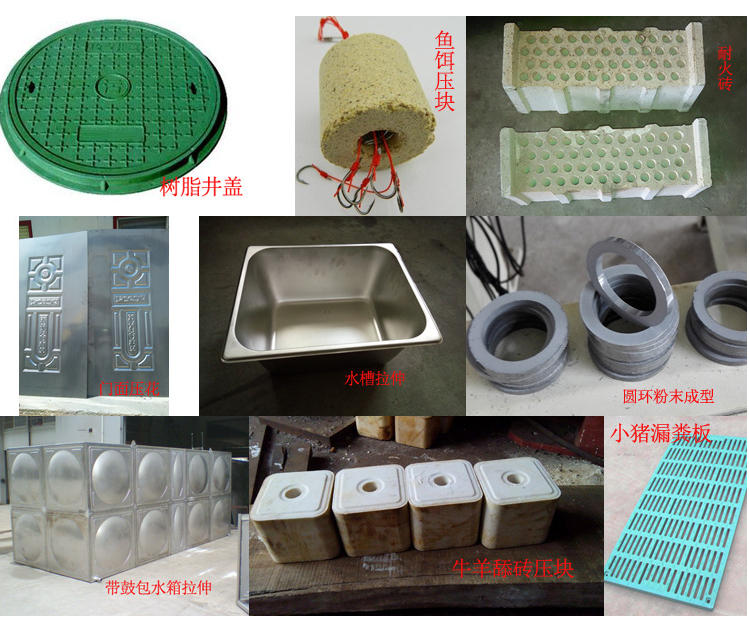
本系列四柱液压机适用于拉伸、弯曲、成型、冲裁落料、翻边等各种冲压工艺,特别适用以下领域:
●汽车零部件:车身覆盖件,制动片,油箱,底盘,桥壳,保险杆;
●家用电器:洗衣机零件,电饭锅零件,冰箱零件等;
●厨房用具:洗涤槽,壶具,不锈钢用具,其它各种容器;
●其它:拖拉机,摩托车,航天,航空.
4000吨三梁四柱压力机(YW32-4000T)汽车纵梁液压机可选配附件:
●移动工作台
●滑块比例调速装置
●滑块比例调速装置
●液压垫比例调速装置
●冲裁缓冲装置.
●冲裁缓冲装置.
●光幕安全保护装置
●油加热或冷却装置
●油加热或冷却装置
●位移传感装置
●换模小车
●换模小车
●触摸式工艺显示屏
●打料装置(液压式或机械式)
●打料装置(液压式或机械式)
●换模用浮动导轨和滚动托架
●模具快速夹紧机构
●模具快速夹紧机构
●模具保护装置
●模具照明灯
●模具照明灯
●进口PLC
●电源插座
●电源插座
●不回收式电脑程控导轨润滑装置
山东威力专业生产4000吨三梁四柱压力机(YW32-4000T)汽车纵梁液压机对于客户的特殊要求,我们可以特别设计生产,很大限度满足客户的生产工艺要求。我生产的各油压机产品具有铸造,加工、组装,一次性完成的能力,保证每台出厂产品的质量,拥有大型机加车间、机加设备及配套的相关技术工人,可根据用户的需要,为用户设计各种油压机专用设备!销售热线:0632-5850025 18306370868(同微信)

您选择山东威力重三梁四柱压力机厂家的理由:
★山东威力重工机床有限公司四柱液压机油泵比其它厂家增加了高压滤油系统,极大杜绝了卡阀现象。
★山东威力重工在设计四柱液压机时采用了大尺寸风冷散热,解决了特殊环境下油温过高。
★山东威力重工机床有限公司拥有高端设计人员,随时可以根据客户的需要为你定做各式压力机产品,是山东鲁南液压机龙头企业。
★山东威力重工生产的液压机遵循前国有企业工艺技术,不减型、不减重,实际重量可过磅称重。所有压力机产品全部经过国家工商商标认证,并先后经过了国际ISO9001和欧盟CE认证,是滕州地区少数双证厂家之一,给你以质量保证。
山东威力重工机床有限公司售后服务及质量保障:
1、质保一年 终身维护:我们承诺一年内质保,终身进行维修,给您放心的售后服务
2、可开票:我们可以根据客户的需求给客户提供17个点的增值税发票
3、全国各地送货上门:山东威力重工派送网络已经覆盖全国所有地区,请您放心订购!(滕州市内及周边城镇可送货上门)
4、整机安装调试发货:我们的机器都是帮您整机安装调试好之后发货,设备到客户厂里,客户只需接好380V电,加好液压油就可以操作了
5、量大价优:我们的价格一台优惠,量大从优,如您需要的量较大欢迎来电咨询销售热线:0632-5850025 18306370868(同微信)

|
山东威力重工有限公司
|

|
|






